Process Engineering
At Roche Energy, we firmly believe that the essence of a flawless product lies in the meticulous execution of countless details. With an unwavering commitment to excellence, we perpetually engage in the exploration of avenues to enhance both the quality and efficiency of our production processes. Our quest for perfection is not just a philosophy but a continuous journey of refinement and advancement in every aspect of our operations.
Module Line
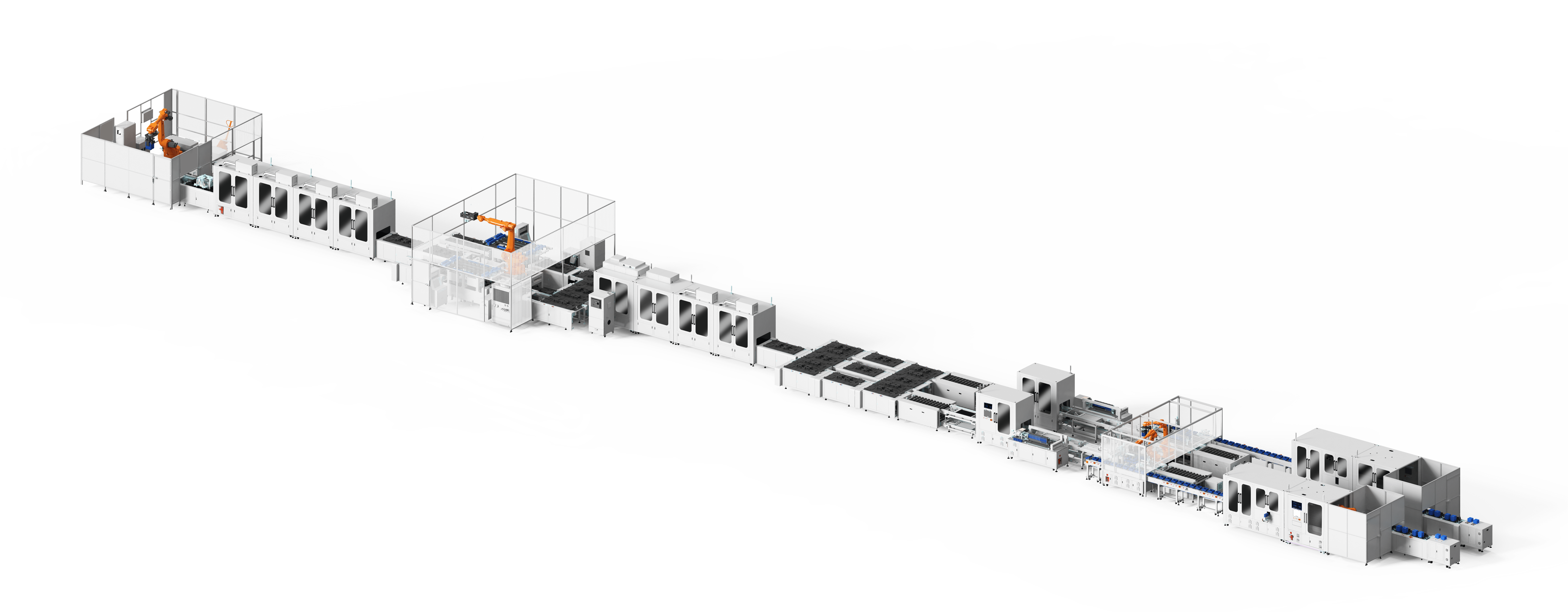
Cell Loading
Robot Arm Automation for Cell Loading - Enhancing Efficiency, Productivity, and Safety. Our goal is to revolutionize the process of cell loading by implementing robotic arms. This innovation aims to eliminate manual labor, streamline production loading, boost output, minimize waste, ensure punctual loading, and prevent any risk of battery core detachment during the loading process.
OCV Test/Plasma Cleaning
The server-driven automation system is responsible for conducting voltage and internal resistance measurements and subsequently calculating voltage and internal resistance ranges, along with the K value, before uploading this data to MES. By assessing the voltage values at the positive and negative terminals of each battery, we can accurately determine the polarity of the battery. This information is crucial for the correct alignment of batteries in subsequent stations. We have introduced a rapid probe replacement system, departing from the conventional soldering method, which significantly reduces the replacement time. Additionally, we have implemented real-time monitoring of probelongevity for enhanced control.
Gluing Between Cells
The automated conveyor system is employed to transport battery cells to designated manual adhesive application stations. A warning light system is in place to alert operators to adhere to operational standards, ensuring that they do not overlook or skip the adhesive application process during their work.
Cell Stack
We've implemented a manipulator stacking approach to conserve labor resources. This method not only eliminates the risk that cell falls or impacts during manual stacking but also ensures superior flatness of the cell group throughout the stacking process. By employing the manipulator for stacking, we effectively prevent any deviation issues that may arise during BUS welding or CCS/guide bar installation, enhancing overall welding quality.
Module Bundling
Extrusion Table: The extrusion finishing module incorporates a crucial red light inspection feature. In a specific extrusion state, this system conducts a length and width assessment using a standard detection module and promptly uploads the results. This proactive measure is aimed at preventing blockages and ensuring that subsequent processes can proceed smoothly. It safeguards against situations where the PACK assembly might be compromised due to non-conforming module lengths.
Module Handling
Utilizing Manipulators for Handling: We have implemented manipulators for handling operations, which has led to a significant boost in production efficiency. This approach minimizes the risk of defective products resulting from manual transfers. Additionally, we've incorporated a CCD vision system for module picking and unloading. This system autonomously identifies the module's mark point and adjusts the manipulator position to ensure precise module retrieval.
Insulation Test Between Cells
We've embraced a modular design approach, significantlyreducing equipment changeover time, minimizing the need foradditional changeover tooling, and enhancing compatibilityacross various product types. Notably, our testing controlprocedures encompass critical checks such as insulation between the battery core and itsshell, probe-to-shell contact impedance, as well as voltage andtest duration assessment.
Pole Addressing and Cleaning
We've implemented a CCD vision system to precisely locate the battery pole positions, employing a dual-camera mode to enhance accuracy. The addressing error is minimized to less than 0.2 mm, and this information is transmitted to our pole cleaning equipment via PLC. This automated system utilizes laser cleaning eliminating the need for manual wiping and cleaning. It not only conserves manpower and reduces physical waste but also elevates the cleaning efficiency, ensuring that insufficient cleaning leading to poor welding is no longer a concern.
Welding
Laser flying welding offers the capability to tailor welding patterns, enhancing post-welding strength and providing greater flexibility in both design and processes. This technology can be seamlessly applied to various welding forms and directions, reducing the on-welding downtime of the robot, particularly when transitioning between frequent jumps and static positions during welding operations.
Module Insulation / Withstand Voltage Test
We've embraced a modular design approach that significantly reduces equipment changeover times, minimizes the need for additional changeover tooling, and enhances compatibility across different product variations. Our primary testing control focuses on crucial parameters, including internal resistance and voltage of the module, as well as insulation values between the positive pole and shell, and the negative pole and shell. We also monitor and control the test duration to ensure accurate and efficient testing.

Pack Line
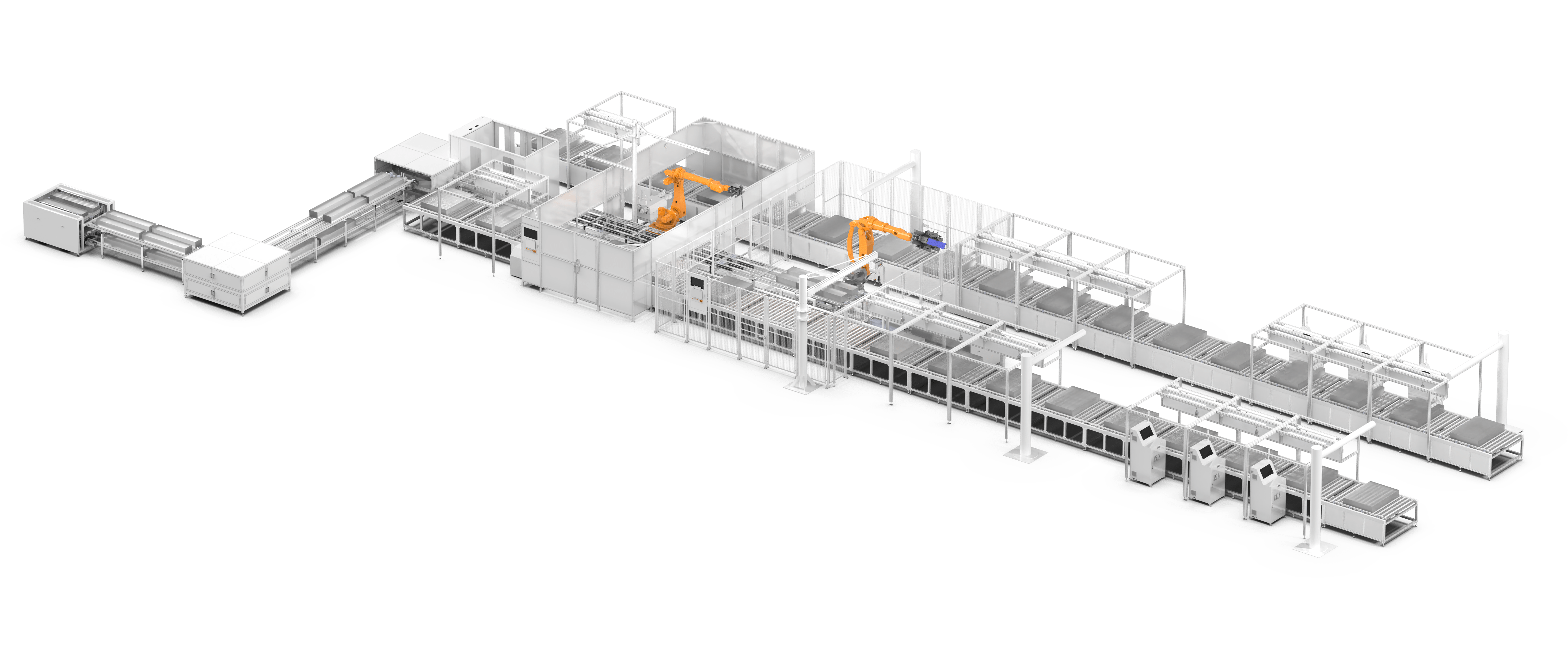
Liquid-Cooling Plates Loading
Utilizing a fixed-torque electric torque gun, as opposed to the conventional adjustable wrench, offers notable enhancements in work efficiency. This advancement reduces the need for repetitive manual actions and guarantees precise torque application when securing various structural components.
Liquid-Cooling Plates Gluing
Employing a robotic system for adhesive application significantly enhances precision, achieving an astonishing accuracy level of less than 0.5mm. Implementing a 55 gallon glue supply mode substantially minimizes the frequency of glue replacement, optimizing operational efficiency. Our adhesive coating equipment is equipped with a transfer tank that features liquid level monitoring, vacuum degassing, heating, and stirring functionalities, ensuring top-notch performance and consistency.
Module to Pack
For module loading and unloading, we've implemented a CCD vision system that autonomously identifies the module's reference point, allowing precise compensation in the manipulator's position for module retrieval. Our automated boxing process not only eliminates the need for manual labor but also elevates the precision of module packaging, thereby reducing the chances of product collisions.
Fuse Installation
Module Fixed
Connector Pre-Process
Tooling Fixtures: Employing tooling fixtures in assembly operations provides several benefits.
Error Prevention: These fixtures effectively prevent assembly errors, such as incorrect orientation or missing placement of components.
Precise Fit: Each component seamlessly slots into its designated position within the fixture, ensuring precise alignment.
Precise Fit: Each component seamlessly slots into its designated position within the fixture, ensuring precise alignment.
Ergonomic Support: By reducing the reliance on high-torque manual tools, the use of fixtures minimizes the physical strain associated with manual labor, thus alleviating employee fatigue during repetitive tasks.
Connection panel/Bus-bar installation
Tightening Station
This system achieves precise screw positioning, ensuring that the appropriate torque is applied at the correct location. It features a socket selector that prevents the improper pairing of sockets and screws, enhancing operational reliability. Furthermore, it records screw positions, binding torque, and angle data, all of which are uploaded to the Manufacturing Execution System (MES) for comprehensive documentation.
Installation of BMU
Cover Installation
Connection Panel Fixed
BMU Pre-processing
BMU Fixed
Insulation Withstand Voltage Test
Equipment test results are seamlessly integrated into the MES system. In cases where stations field unfavorable or non-compliant outcomes (NG results), the system swiftly enforces station to control failure.
What's more, the system facilitates traceability at each stage of the process. It means that, in the event of any anomalies, the root cause can be meticulously pinpointed and investigated for each specific station, ensuring precision in issue identification and resolution.
Communication test
Pack Air tightness test
Liquid-Cooling Plates Air Tightness Test
Pack offline
Insulation Testing
Roche Energy prioritizes safety in its manufacturing processes, which is why we implement a meticulous testing regimen at each stage. To guarantee the excellence of our insulation resistance testing, we employ EEC electrical safety testers to evaluate every product before leaving our production line.
These EEC testers are purpose-built for insulation resistance and voltage-withstanding assessments of electrical devices and components, adhering to a range of safety standards. They provide prompt pass/fail evaluations, often as swiftly as 40ms, utilizing test voltages spanning up to 6000 V with a precision of 1 V.
Plasma Cleaning
At Roche Energy, our meticulous approach encompasses even the minutest details that often go unnoticed by other battery manufacturers but significantly influence battery performance. An illustrative example is the incorporation of plasma cleaning.
Plasma surface cleaning involves utilizing ionized gas to interact with a substrate and affecting the removal of contaminants and/or alteration of its surface properties. This process serves both as a surface modification and an etching technique. The applications of plasma cleaning encompass techniques that enhance the adhesion between two objects by purging their interfacing surfaces of impurities. It results in a modified surface condition, elevating surface energy, and facilitating the elimination of metal oxides through physical and/or chemical interactions.
Our operational procedure incorporates plasma surface cleaning for every individual cell that undergoes processing. This cleaning step, conducted before welding, ensures the interface of the joints is devoid of defects. The result is the creation of robust welds, a higher yield in bonding, and an overall enhancement in battery performance.
It emphasis holds particular relevance during the production of battery packs, which comprise multiple individual battery cells. The interconnection between these battery cells is typically established using metal tabs affixed to each cell. Each connection bears utmost significance in determining the overall performance of the final battery product.
The presence of organic contaminants such as dirt, fingerprints, or corrosion-inhibiting agents like thin film coatings can compromise the tensile strength of welding joints. This can lead to inadequate adhesion, the emergence of cracks, and material porosity within the welded joints.
CCD Detecion
Roche Energy has been pursuing the ultimate control and testing of quality, Our production line is furnished with a state-of-the-art manufacturing monitoring system designed to identify any defective processes precisely at their occurrence. Among the cutting-edge equipment utilized for this purpose is the Charge-Coupled Device (CCD).
The CCD detector represents an automated apparatus utilized in the processing of lithium batteries.We use a large number of CCD detectors in our production process to enhance efficiency, reduce product defect rates, minimize manual intervention, and increase the level of automation.
Tightening Station
A loose joint within a battery pack can have severe and potentially fatal consequences. Such a situation compromises both the structural integrity of the pack and the efficient flow of electrical current. When joints are loose, the contact surface diminishes, causing an increase in electrical resistance. It, in turn, leads to elevated temperatures and, in extreme cases, ignition.
To prevent these risks, Roche Energy employs the Bosch-Rexroth tightening technique to ensure that all screw threads are securely fastened without any deformation. This process involves two simultaneous steps: each screw joint is precisely installed with the correct torque and insertion angle. The torque seating is continually monitored in real-time and input into the seating control model. This model is then adjusted into the seating control strategy, which is applied to install and monitor all subsequent screw joints. Any floating screws or stripped joints are promptly rejected and documented in our Manufacturing Execution System (MES) for future reference.

By continuing to use our website, you acknowledge the use of cookies. To find out more, please read our Privacy Policy. Accept
+

